佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:dechengmedical.cn
地址:佛山市南海區獅山鎮招大白泥坑工業園16號
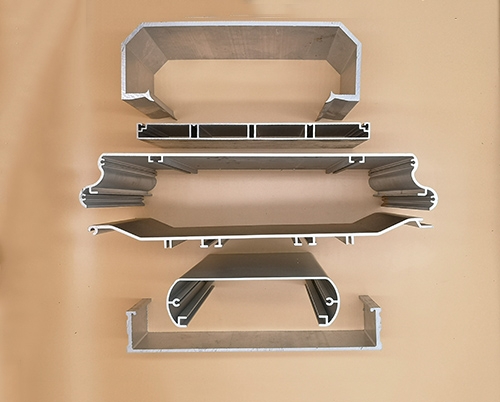
工業鋁型材時效裝框操作要求如下:
1、吊料入爐時,鋁型材端頭和導風口管制在80~100mm內。
2、隔熱幕墻鋁型材、隔熱點窗型材,必需同在一個時效爐時效,
3、爐內溫度牽制在180℃±3℃規模內,到達溫度后保溫3小時出爐,
4、出爐后當即開風機吹風20分鐘冷卻,質檢員檢驗硬度 ;
5、不容許隔熱型材和平常型材混裝在對抗框內。
6、隔熱幕墻鋁型材,必須劃分裝在框內。

7、壁厚≥2mm的小料每框兩頭必須留80mm的通風道。
8、若時效隔熱型材不中意爐時,大概放1~2框平庸型材,壁厚在2.0mm下列 。
9、普通幕墻型材、尋常門窗型材 、必須同在一個時效爐時效,
10、爐內溫度管教在195℃±5℃范疇內,到達溫度后保溫3小時出爐,
11、出爐后立即開風機吹風20分鐘冷卻,質檢員考試硬度。
12、壁厚≥4mm的平模子材不準予堆疊,每層只允許1支。
13、爐內溫度抵達要求溫度時,時效工每隔30分鐘用玻璃管測溫儀丈量爐內實驗溫度,并做好原始記載。
14、尋常幕墻鋁型材、尋常門窗型材、建筑型材、必需分袂裝在抗衡框內。