佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:dechengmedical.cn
地址:佛山市南海區獅山鎮招大白泥坑工業園16號
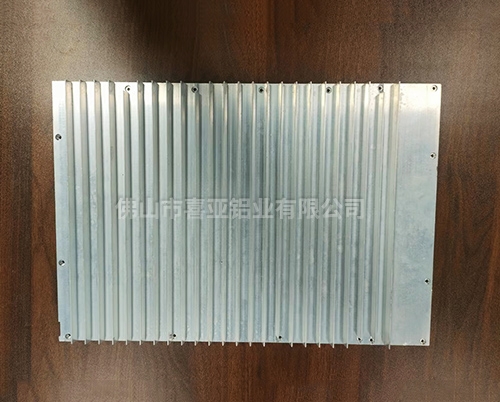
散熱器鋁型材由于氣孔和縮孔的存在,使壓鑄件在進行表面處理時很麻煩,孔洞可能會進入水,當噴漆和電鍍后進行烘烤時,孔洞內氣體受熱膨脹,或孔洞內水會變蒸氣,體積膨脹,因而導致鑄件表面起泡,所以在生產中要用適當的方法去解決這些散熱器鋁型材不良所造成的原因。

散熱器鋁型材雜質解決方法:關鍵是要減少混入鑄件內的氣體量,理想的合金屬流應不斷加速地由噴嘴經過分流錐和澆道進入型腔,形成一條順滑及方向一致的金屬流,采用錐形流道設計,即澆流應不斷加速地由噴嘴向內澆口逐漸減少,可達到這個目的。在充填系統中,混入的氣體是由于湍流與金屬液相混合而形成氣孔,從金屬液由澆鑄系統進入型腔的模擬壓鑄過程的研究中,明顯看出澆道中尖銳的轉變位和遞增的澆道截面積,都會使金屬液流出現湍流而卷氣,平穩的金屬液才有利于氣體從澆道和型腔進入溢流槽和排氣槽,排出模外。
使用全新陶瓷過濾材料,不使用二次水口料,減少雜質散熱器鋁型材要使壓鑄凝固過程中各個部位盡量同時均勻散熱,同時凝固。可通過合理的水口設計,內澆口厚度及位置,模具設計,模溫控制及冷卻,來避免縮孔產生。對于晶間腐蝕現象:散熱器鋁型材主要是控制合金原料中有害雜質含量,特別是鉛。
以上所述可以有效地排除散熱器鋁型材中的雜質,同時在選購及使用過程中應該注意其以上特點。喜亞鋁業不同顏色、色澤、密度、規格、防靜電 系數等參數要求均可定制,選擇多樣,強大的技術研發團隊,嚴格的品質檢控體系,為客戶制定完善的鋁型材定制 加工方案,精湛工藝技術,細致的表面處理工序,相比同行,更專業于生產 加工異形鋁型材,經驗豐富的技術人員不斷優化技術,