
佛山市喜亞鋁業有限公司
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368
一站式整體解決方案專家,專業打造高端鋁材品牌
0757-81181368

銷售部
張青:180-2224-1999
侯先生:133-2671-8618
電話:0757-81181368
QQ:287660868
郵箱:xy18022241999@163.com
網址:dechengmedical.cn
地址:佛山市南海區獅山鎮招大白泥坑工業園16號

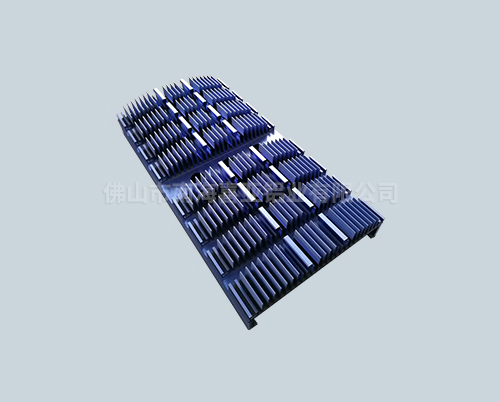
許多人在接觸鋁型材散熱器時都會認為一塊塊鰭片是散熱的關鍵,其實底部的散熱片也是散熱時不可忽視的一部分。鋁型材散熱器在底部設計上應秉持由熱源部分向兩邊逐漸變薄的原則,陽朔鋁型材加工為了確保熱源部分吸收的熱量能夠快速向周圍較薄的部分傳遞,實現高效率散熱。若是底部散熱器設計平整,熱源部分的熱量很難進行擴散,那么將影響散熱器進一步吸收熱源的熱量。將散熱器設計成鰭片形狀,既是為了增大與熱源的接觸面積能吸收更多的熱量,也是增大散熱器與空氣的接觸面積以便能更快的將熱量散至空氣當中。這里就會有人想是不是鰭片越多越厚,散熱效果就越好呢?其實并不是這樣的,散熱器整體的面積是有限的,鰭片越多的話,鋁型材加工價格確實是有更大的接觸面積來吸收更多的熱量,但這也就意味著鰭片之間間距變得更小,此時每個通道中空氣流動速度變小,散熱器要想將熱量散至空氣中就變得更難。
在擠壓生產中,模具是在高溫高壓的狀態下工作的,受壓力和溫度的影響,模具產生彈性變形。陽朔鋁型材加工模具工作帶由開始平行于擠壓方向,受到壓力后,工作帶變形成為喇叭狀,只有工作帶的刃口部分接觸型材形成的粘鋁,類似于車刀的刀屑瘤。在粘鋁的形成過程中,不斷有顆粒被型材帶出,粘附在型材表面上,造成了"吸附顆粒"。隨著粘鋁的不斷增大,模具產生瞬間回彈,就會形成咬痕缺陷。若粘鋁堆積較多,不能被型材拉出,模具瞬間回彈時粘鋁不脫落,就會形成型材的表面粗糙、亮條、型材撕裂、堵模等問題。現在使用的擠壓模具基本是平面模,鋁型材加工價格在鑄棒不剝皮的情況下,鑄棒表面及內在的雜質堆積在模具內金屬流動的死區,隨著擠壓鑄棒的推進及擠壓根數的增多,死區的雜質也在不斷的變化,有一部分被正常流動的金屬帶出,堆積在工作帶變形后的空間內。

散熱器鋁型材生產的關鍵是擠壓模具的試模,有條件的話,可以先在電腦上做模擬試驗,陽朔鋁型材加工看模具設計的工作帶是否合理,然后在擠壓機上試模。試模十分重要,操作手要讓主柱塞前進上壓時在低于8MPa的低壓力下慢速前進,有人用電筒光線照看模具出口處,等擠壓模具的每一個散熱片都均勻擠壓出模孔后,才能逐漸加壓加速進行擠壓。試模成功后繼續擠壓時,應注意控制好擠壓速度,做到平穩操作。生產散熱器型材時應注意模具的加熱溫度,鋁型材加工價格要使模具溫度與鑄錠溫度相近。若溫差太大,由于上壓時擠壓速度慢,會使金屬溫度下降,易產生堵模或流速不均勻的現象。

目前隔熱斷橋鋁型材非常的火爆,采購者都看到了它的節能、環保、保溫等優勢。陽朔鋁型材加工真正了解隔熱斷橋的人卻很少。“斷橋鋁”這個名字中的“橋”是指材料學意義上的“冷熱橋”,而“斷”字表示動作,也就是“把冷熱橋打斷”。因此在購買鋁型材原材料進行鋁型材散熱器產品的生產時,一定要控制或者說把握好鋁型材的質量,鋁型材加工價格產品都能夠保證以優良的質量和較低的價格滿足用戶的需求,如果大家有需要選購相關鋁型材散熱器、電動汽車散熱器和led散熱器的,歡迎聯系我們,我們將竭誠為大家服務。



